
 English
English电容器自动化生产线

4(多)引线电容生产线-常压注胶模式
多线引电容器生产线-常压注胶模式,本生产线用来实现金属化薄膜电容器,包括电容器赋能机、电容器焊接机、电容器注胶机、电容器固化炉、电容器整脚机、电容器冷却炉、电容器测试机等设备。涉及的电容生产工序有赋能、多引线焊接、常压灌胶、烘烤固化、整脚、测试、激光打标、切脚、成品包装。

4(多)引线电容生产线-抽真空注胶模式
采用真空注胶三次灌注三次烘烤工艺。生产流程涵盖赋能、多引线焊接、灌胶、真空灌胶、烘烤固化、整脚、冷却、测试、激光打标、切脚、包装等环节。核心设备包括电容器赋能机、电容器焊接机、电容器注胶机、电容器真空灌胶机、电容器固化炉、电容器整脚机、电容器冷却炉、电容器测试机、电容器激光打标机、电容器切脚机及包装设备,支持全流程自动运行。
4(多)引线电容生产线-抽真空注胶模式
采用真空注胶三次灌注三次烘烤工艺。生产流程涵盖赋能、多引线焊接、灌胶、真空灌胶、烘烤固化、整脚、冷却、测试、激光打标、切脚、包装等环节。核心设备包括电容器赋能机、电容器焊接机、电容器注胶机、电容器真空灌胶机、电容器固化炉、电容器整脚机、电容器冷却炉、电容器测试机、电容器激光打标机、电容器切脚机及包装设备,支持全流程自动运行。

4(多)引线电容生产线-垂直烘烤模式
多线引电容器生产线-常压注胶模式,本生产线用来实现金属化薄膜电容器,包括电容器赋能机、电容器焊接机、电容器注胶机、电容器固化炉、电容器整脚机、电容器冷却炉、电容器测试机等设备。涉及的电容生产工序有赋能、多引线焊接、常压灌胶、烘烤固化、整脚、测试、激光打标、切脚、成品包装。

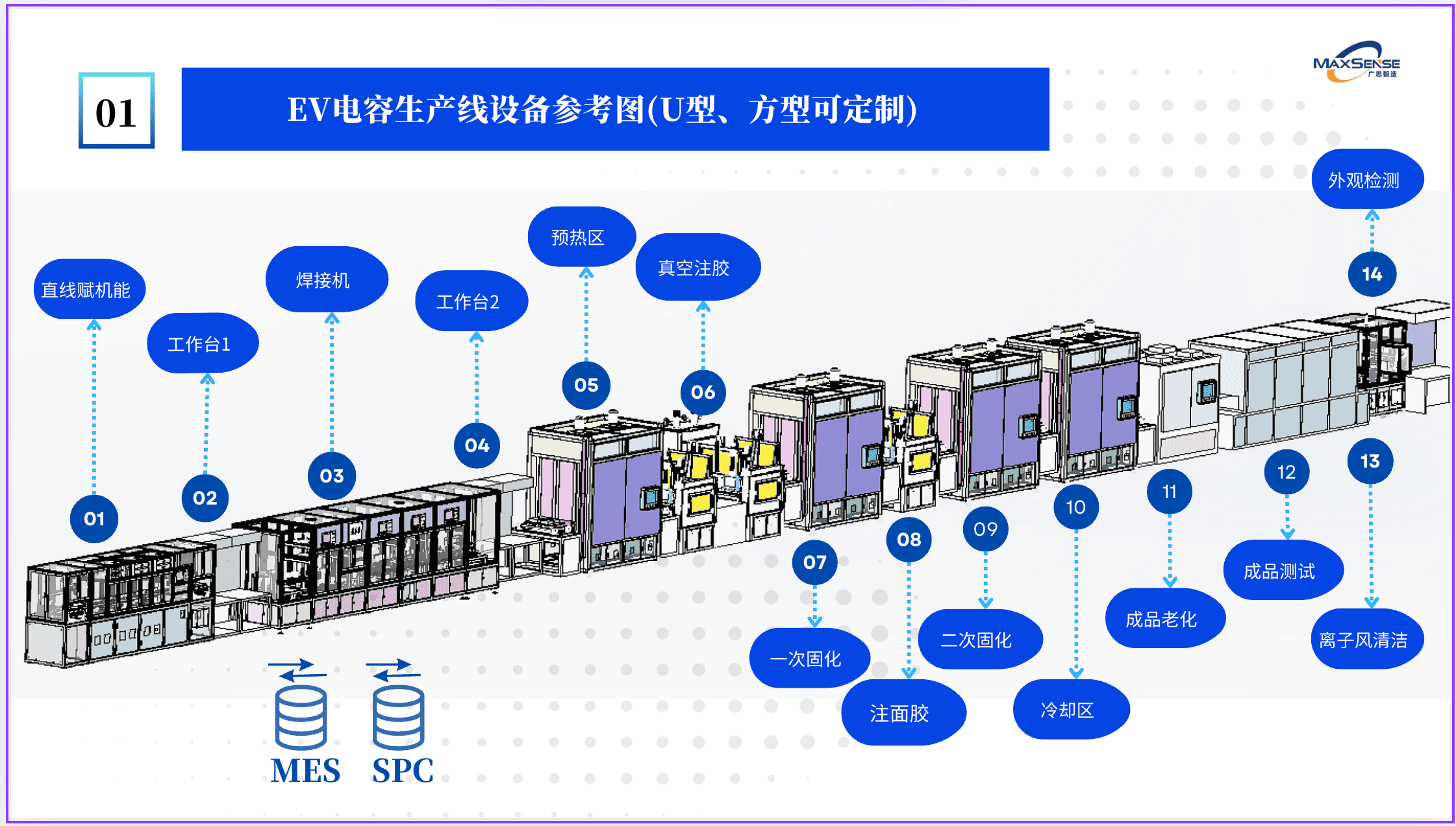
EV新能源汽车电容自动化生产线
该项目为汽车新能源电容提供全自动化生产线,涵盖芯子热压、赋能、喷金、焊接、芯子老化、产品固化、测试等全流程。核心设备包括电容器赋能机、电容器喷金机、电容器焊接机、新能源汽车电容氮气老化烘箱、新能源汽车电容真空灌封固化设备和新能源汽车电容器成品测试机等,实现精密控制与高效生产。
我们薄膜电容器自动化生产线部分客户




多引线电容器设备生产线方案-真空灌胶模式
电容器生产自动化设备模组整体解决方案

兼容性强,可实现一键换型
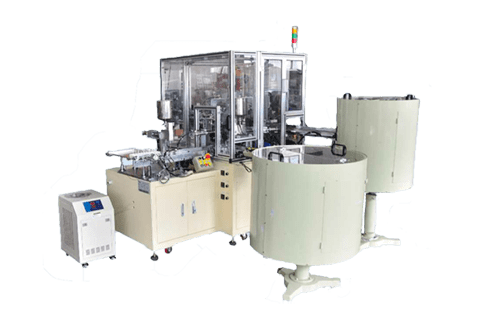
24工位电容器赋能设备
产品依次送进产品进料皮带进入赋能机
兼容性强,可实现一键换型
四引线电容焊接组装设备
产品依次送进产品进料皮带进入赋能机

兼容性强,可实现一键换型
电容器烘箱固化设备
产品依次送进产品进料皮带进入赋能机
四针电容器整线设备多引线产品自动流水线方案说明
方案原理说明
多引线焊接流水线原理说明
自动流水线生产流程:
赋能机(提升机+皮带线+影像+机械手上料)→ 四引线组装机(第一次底胶,焊接,装 配,塑壳宽皮带上料) → 底胶第一次烘烤 → 第二次灌胶 → 抽真空机→ 第二次烘烤 → 整脚机(整型,第三次灌胶)→ 第三次烘烤→
多槽托盘收料机构
方案原理详解
3.1 赋能机(二十四工位)
赋能机采用皮带线+影像+机械手上料,配提升机的上料方式,产品输出为皮带输 出,可与四引线组装机进料通道对接使用。采用平行对开夹具
3.2 四引线焊接组装设备(含底胶)
芯子从赋能机通道直接连接,输出上料,塑壳采用宽皮带上料方式,芯子、塑壳 组装前对塑壳进行打底胶,焊接组装完成的产品通过皮带通道输出,经输送通道到 下级烘箱。
3.3 底胶一次烘烤
烘箱整体采用双层双列(四通道,1 号、2 号、3 号、4 号),产品经烘箱前端进入 铝条模具中;铝条模具依次进入经 1、2、3、4 四个烘道,从 4 号烘道前端出来, 产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
3.4 第二次真空灌胶
产品从烘箱铝条出来后,被推送到右侧的皮带通道中,进行第二次灌胶。 采用一把胶枪对产品进行灌胶,预留一把安装位置(不安装胶枪)
3.5 第二次烘烤
产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
3.6 整脚机及第三次灌胶
产品从烘箱铝条出来后,被推送到右侧的皮带通道中,进行第二次灌胶。
3.7 第三次烘烤
产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
3.8 冷却风箱
产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
隧道烘箱方案详解
4.1 产品规格范围
产品规模范围确定
4.1.1 2根引线产品
2引线产品设备确定
4.1.2 4根引线产品
多引线产品设备确定
4.2 设备流水线速度
根据生产需要确认。
4.3 模具设计
根据生产需要确认规格。
4.4 烘箱模式
根据生产需要确认模式。
4.5 真空灌胶模式
灌好胶的产品,收集到托盘,然后进入抽真空机构,进行抽真空,真空 抽好之后,产品被推送到下一个烘箱的送料通道,空托盘内部循环。